The history of our brand originated in 1988, initially focusing on importing tyres and rims from China, Japan, India and other countries and selling them locally in wholesale in Malaysia. With the rising market demand, we not only set up retreading factory in Malaysia, but also started to invest in China to produce moulds and our own brand to further expand the manufacturing of new tyres. After China's accession to the WTO in 2001, we increased our international trade cooperation, and gradually prepared for the establishment of a China export trading company in China to focus on tyre export. With the changes in the market, we formally established China Export Trading Company in 2013, and from 2021, the business is not only limited to China, but also covers global manufacturing, export, and co-operation with many countries. In 2022, for the purpose of resource integration, the Malaysian and Chinese companies were merged to form the new group of companies GOTRAYS. Over the past 10 years, our brands have spread to more than 110 countries and regions.
Quality first products are the main focus, we now have PACESTAR, SUPERMEALLIR, POWERCLAW and other brands, including truck tyres, car tyres, bias construction machinery full range of tyres, as well as port tyres, forklift tyres, agricultural tyres, rims and so on. In the highly competitive tyre market, our products have unique advantages. Nanotechnology has given our tyres a new lease of life, enabling them to excel in a wide range of road conditions and performance requirements. The concept of nanoscale molecules was considered from the earliest stages of design, making full use of NanoPro-Tech, an advanced technology called Nanostructure-Oriented Properties Control Technology to meet customer needs and deliver superior performance.
nanotechnology improves the dispersion of carbon black in rubber by organically combining rubber molecules and carbon black particles, thus enhancing tyre performance. Based on this advanced technology, we have produced a wide range of high quality products.
This innovative technology offers multiple advantages:
① Through nanotechnology, we are able to improve the wear resistance of tyres. The fine control of nanoscale molecules allows tyres to maintain excellent performance over long periods of time and under various road conditions, reducing the degradation of performance due to wear and tear; ② The use of nanotechnology in the manufacturing process of tyres improves the wear resistance of the tyre material. The uniform dispersion of nanoscale particles makes tyres more durable under friction and abrasion, thus extending the life of the tyre. ③ Nanotechnology improves the wet grip of tyres. By precisely controlling the molecular structure of the material, we are able to enhance the tyre's adhesion ability on wet roads, improve the stability and safety of the vehicle when driving, and reduce the risk of skidding on wet roads. ④We have achieved higher energy efficiency in tyre materials through nanotechnology. The fine control of the molecular structure at the nanoscale allows tyres to have lower rolling resistance when driving, which reduces the amount of fuel the vehicle needs to consume. This is not only good for the environment, but also saves vehicle owners money on fuel expenses. ⑤ The application of nanotechnology opens up completely new possibilities for the tyre industry. By combining rubber molecules with carbon black particles, we have effectively optimised the material mix of the tyre, improving it in many ways, including performance, durability and comfort.
Our team is a key factor in our success. We have a professional marketing team who are dedicated to brand promotion and market development, designing and preparing promotional programmes for us and helping our customers to realise their marketing plans in their local markets. In addition, our technical team is well versed in the production and development of tyres, and is committed to continuous innovation to provide solid technical support for the development of our products, while ensuring the stability of tyre quality and high performance.
Our technical team not only conducts regular visits to overseas markets, but also continues to develop new products to meet the needs of different markets. Since 2021, we have expanded our business from China to other countries around the world, and we will continue to enrich our product lines and improve our quality and services to meet market demands. At the same time, we will continue to work with our partners to develop new products and expand our market share, paving the way for the brand's international development.
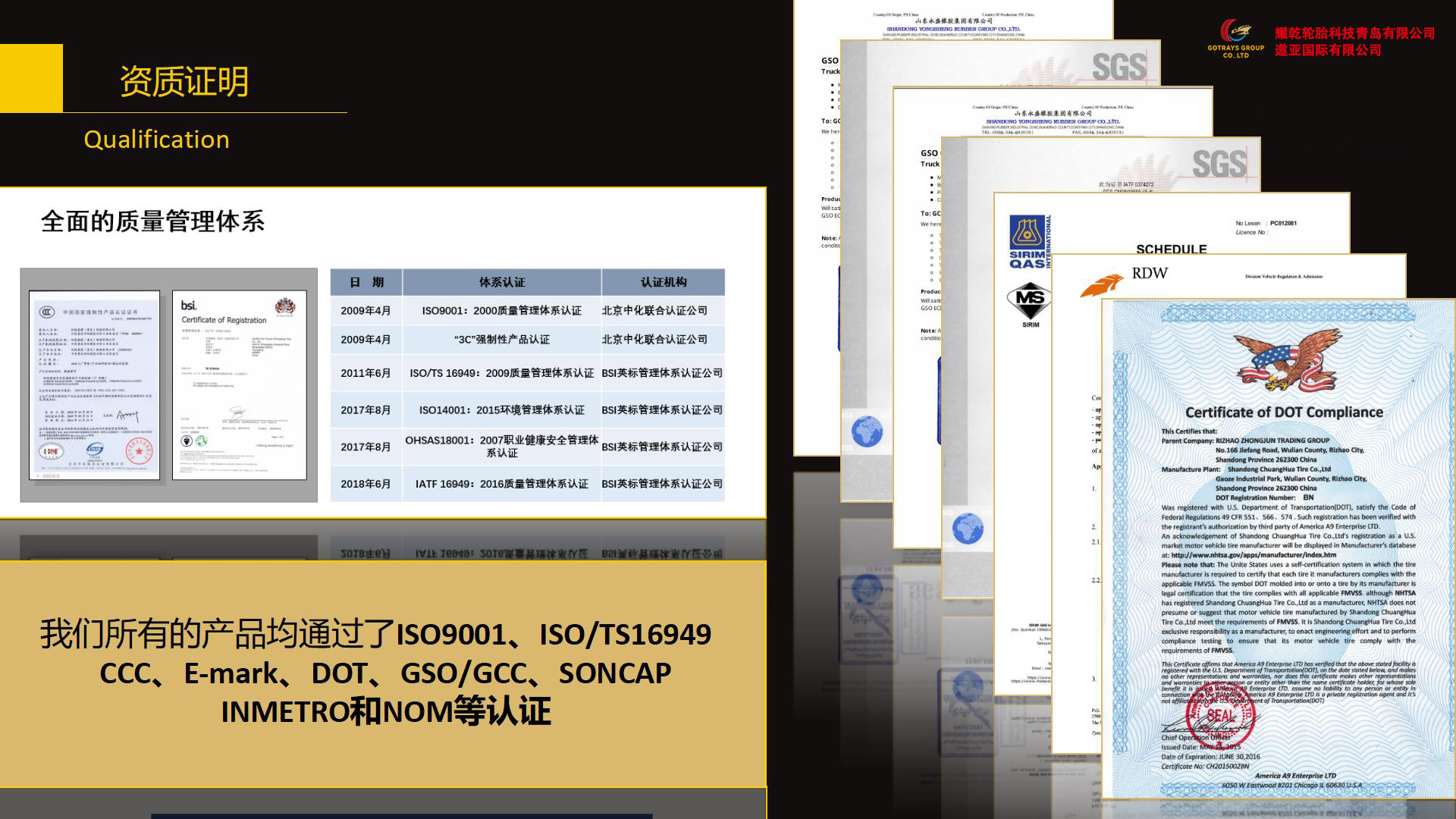
Our product quality is widely recognised. Our products have passed ISO9001, ISO/TS16949, CCC, E-mark, DOT, GSO/GCC, SONCAP, INMETRO and NOM certifications, which are qualifications that prove our steadfast commitment to quality and safety.
In the future, we will continue to maintain the spirit of innovation, constantly improve product performance and technology, and work hand in hand with our customers to create a better future. We will continue to expand our international market and cooperate with manufacturers in more countries to promote the globalisation of our brand and achieve greater market share and influence. Both the past development history and the present technological innovation have laid a solid foundation for future development, and we look forward to the future with confidence.